
13年专注钛材料及钛制品
国际品质 国内价格全国统一服务热线:
13823206050

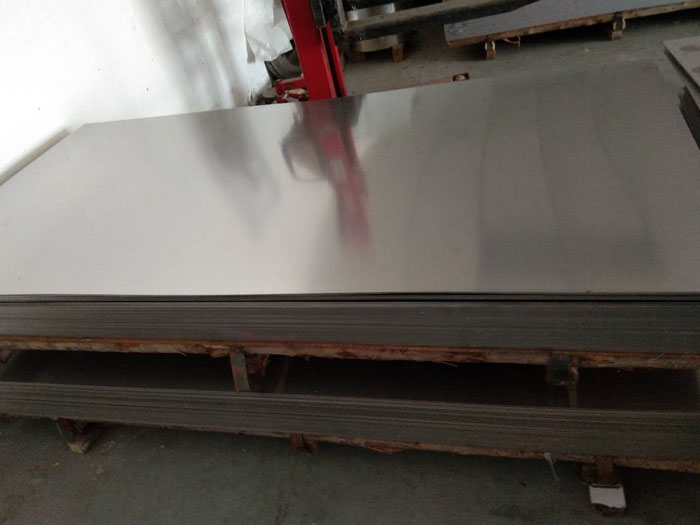
减少钛板 钛合金板焊接接头中气孔的方法步骤有哪些?在生产加工过程中应注意哪些事项?下面我们简单介绍下。
关于钛合金板的激光焊接目前的应用趋势是越来越广泛,激光焊接的变形小,生产效率高,而且实现自动化的程度比电子束和TIG要高。同电子束焊接相比,激光焊不需要真空室等复杂的设备,所以激光焊接实用性更强,而且激光焊可以以不同焊接状态直接焊接。CO2激光由于功率大,使用25kW/h 可以一次性焊透20mm厚的钛板。
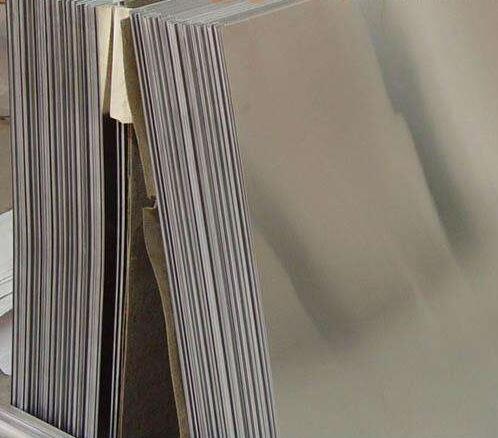
钛合金焊接接头中气孔的产生主要受焊接前的清洁程度和焊接接头的准备以及焊接时间长短的影响,同时还有其他一些因素。尽管表面不清洁导致的吸氢是弧焊接头气孔产生的主要原因,但其他因素如氧气、氮气、二氧化碳以及用作保护的惰性气体均有可能导致气孔的产生。同铝的氧化物一样,钛的氧化物具有吸湿性,很容易从环境大气中吸收湿气。钛合金部件同含水( 或含水汽) 的接头进行焊接时就会有气态的氢溶解到接头中,随后在凝固时形成小孔。减少钛合金板焊接接头中气孔的措施:(4) 待焊钛合金部件的部位与焊料进行去油脂与清洗,然后进行酸洗。
深圳市圣瑞金属有限公司郑重向广大客户承诺公司所有产品均可提供材质证明,信守质量第一、用户至上的承诺,以诚信谋发展.靠质量求生存,优惠价格理念,优质高效为服务准则,热诚欢迎广大新老客户来电咨询洽谈订购!
以上是圣瑞钛板为您提供的钛板、钛合金板的相关资讯,如果您有关于钛产品方面的疑 问,欢迎随时拨打17302635678或登录我们的官网http://www.szsrmetal.com/ 进行查看,我们将24小时 为你提供免费的定制咨询与服务

扫一扫,关注我们







 扫一扫,访问手机网站
扫一扫,访问手机网站